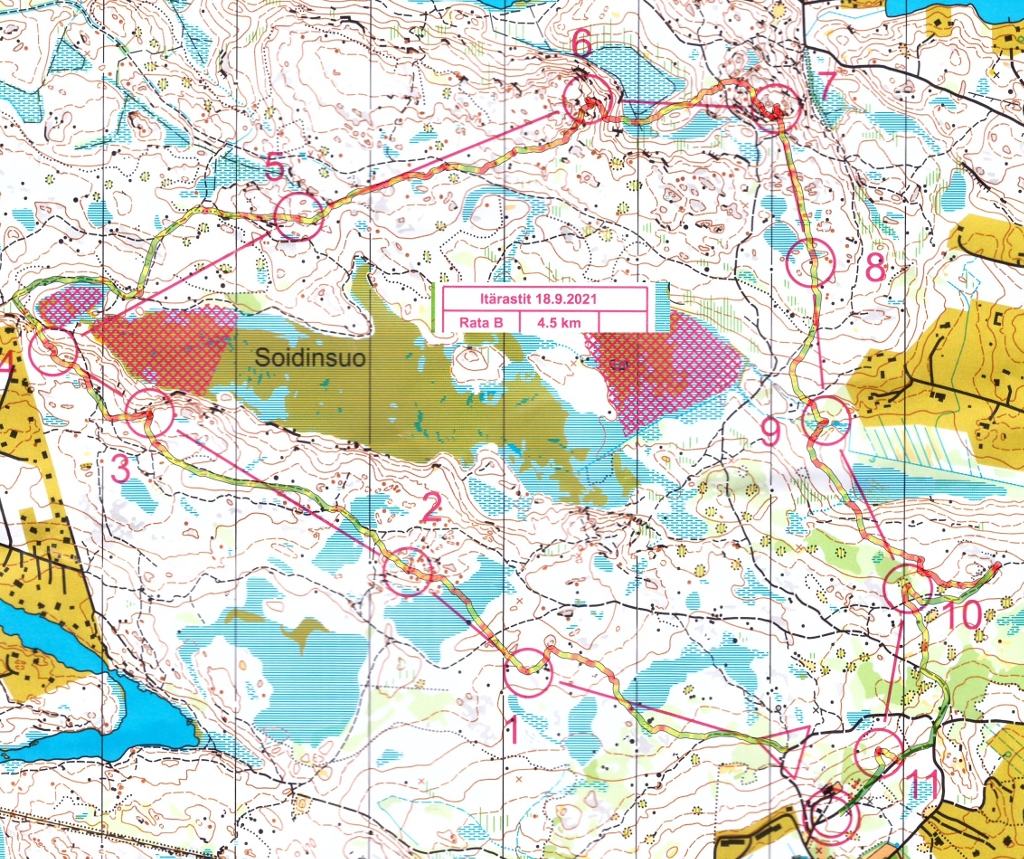
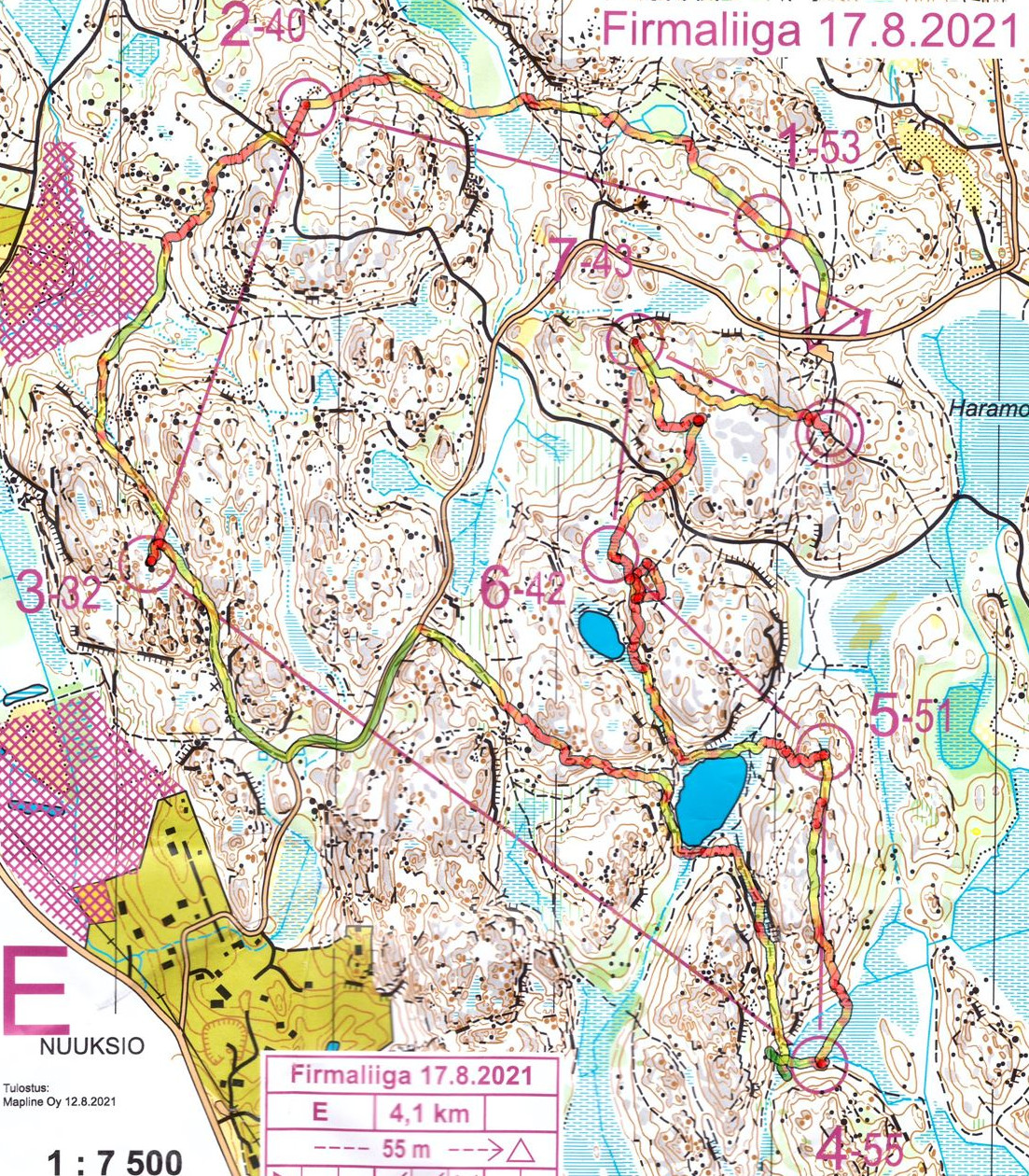
Really nice runnable terrain! Maybe +12 C or so. Felt a bit unsure after #5 when the bigger path towards #6 didn't appear soon enough. Big mistake on #10 where just before the control I searched left instead of right..
Really nice runnable terrain! Maybe +12 C or so. Felt a bit unsure after #5 when the bigger path towards #6 didn't appear soon enough. Big mistake on #10 where just before the control I searched left instead of right..
A bit difficult terrain until #2, but then really nice until #9 or so when my fitness ran out..
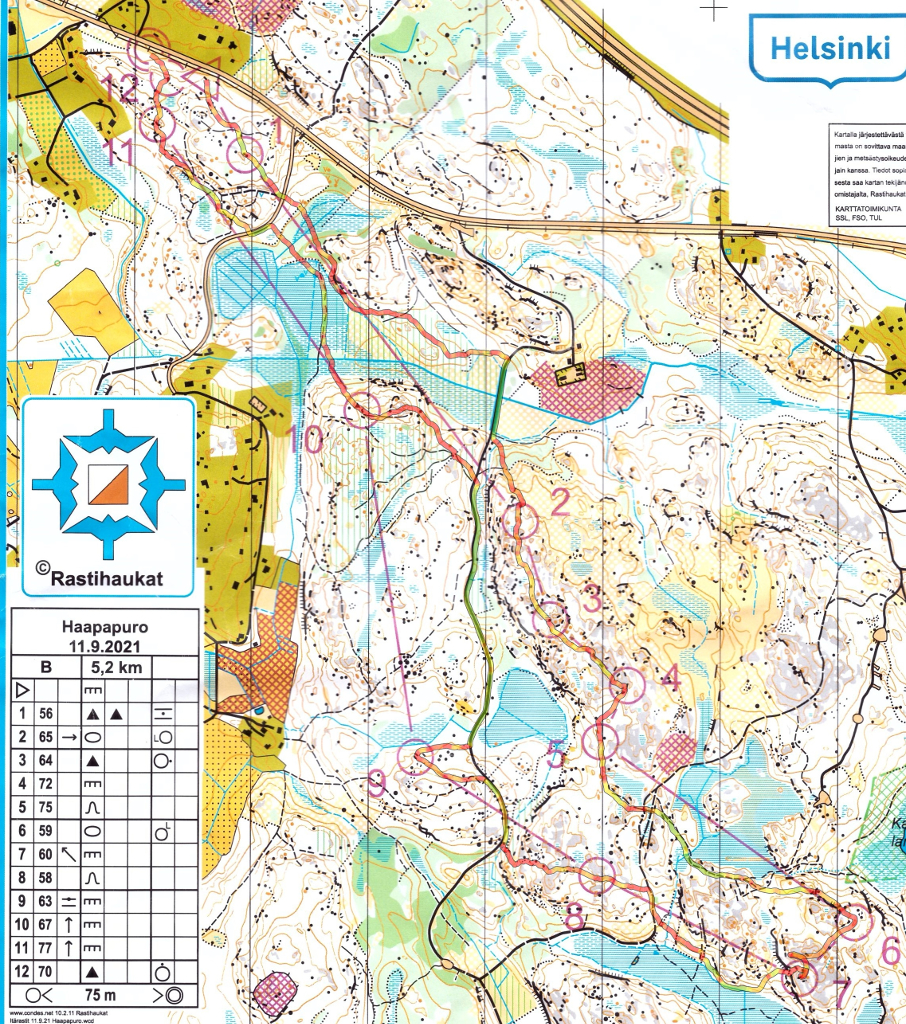
Mistakes at the start into #2 (passed really close on the first try) and direction into #3 (should have found the dashed stream?). Otherwise quite easy running along roads and paths. Sunny and +15 C or so.

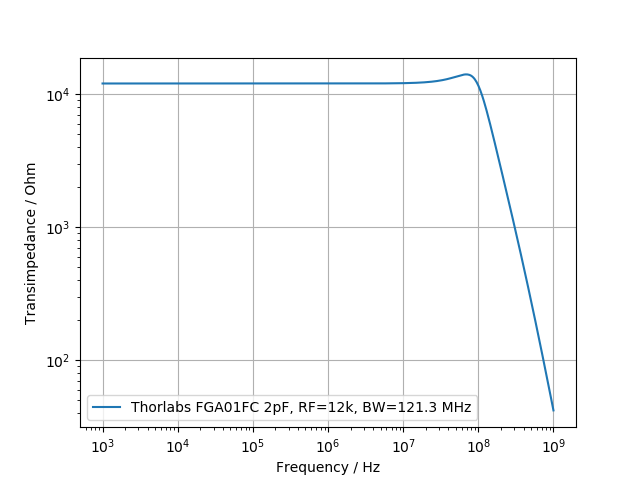
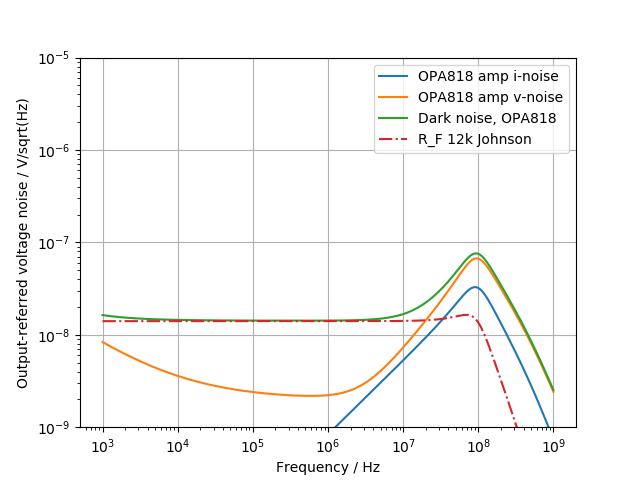
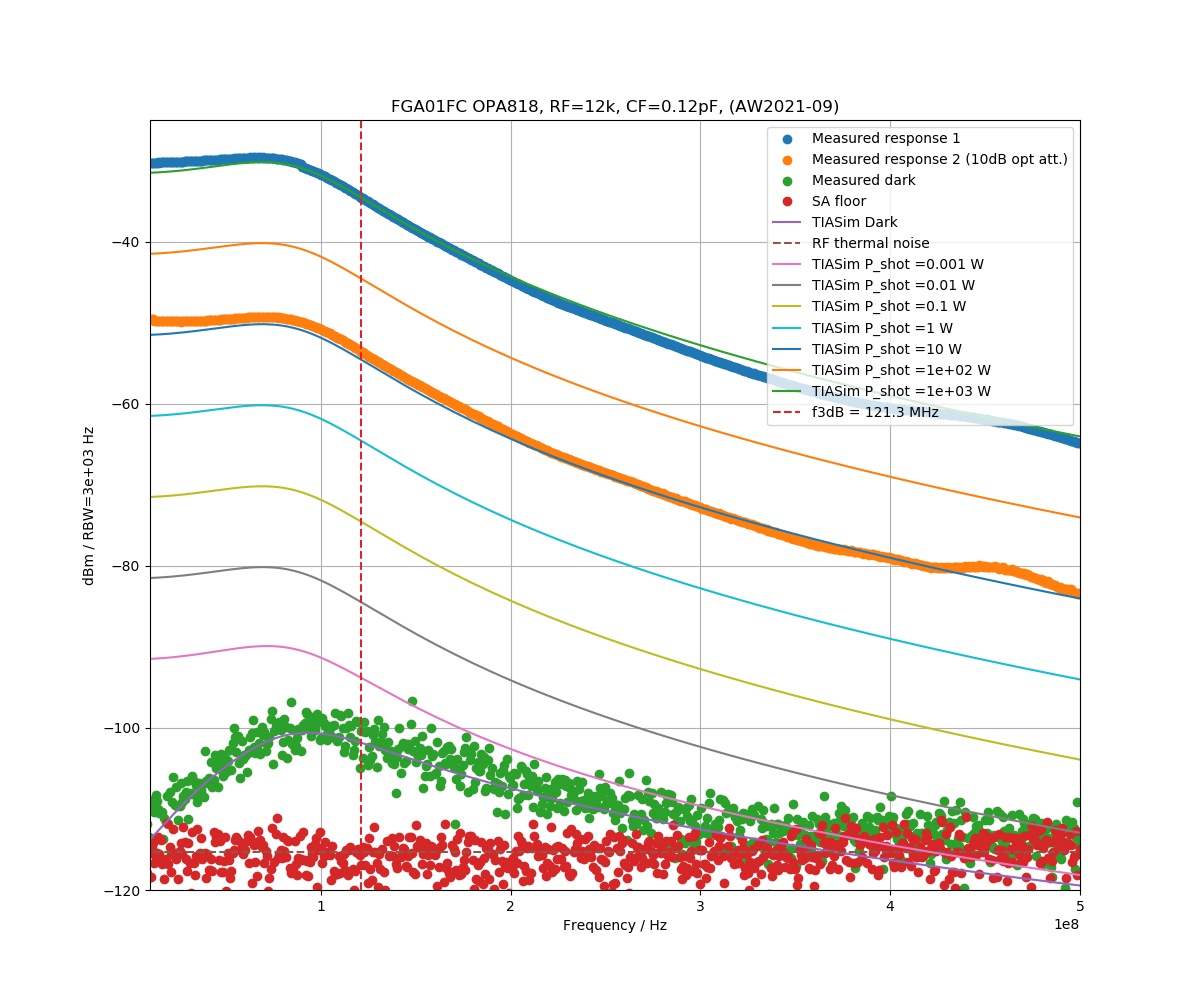
Transimpedance model: TIASim
Previous similar designs:
Easier course than the last two weeks - mostly running along paths. +15C or so.
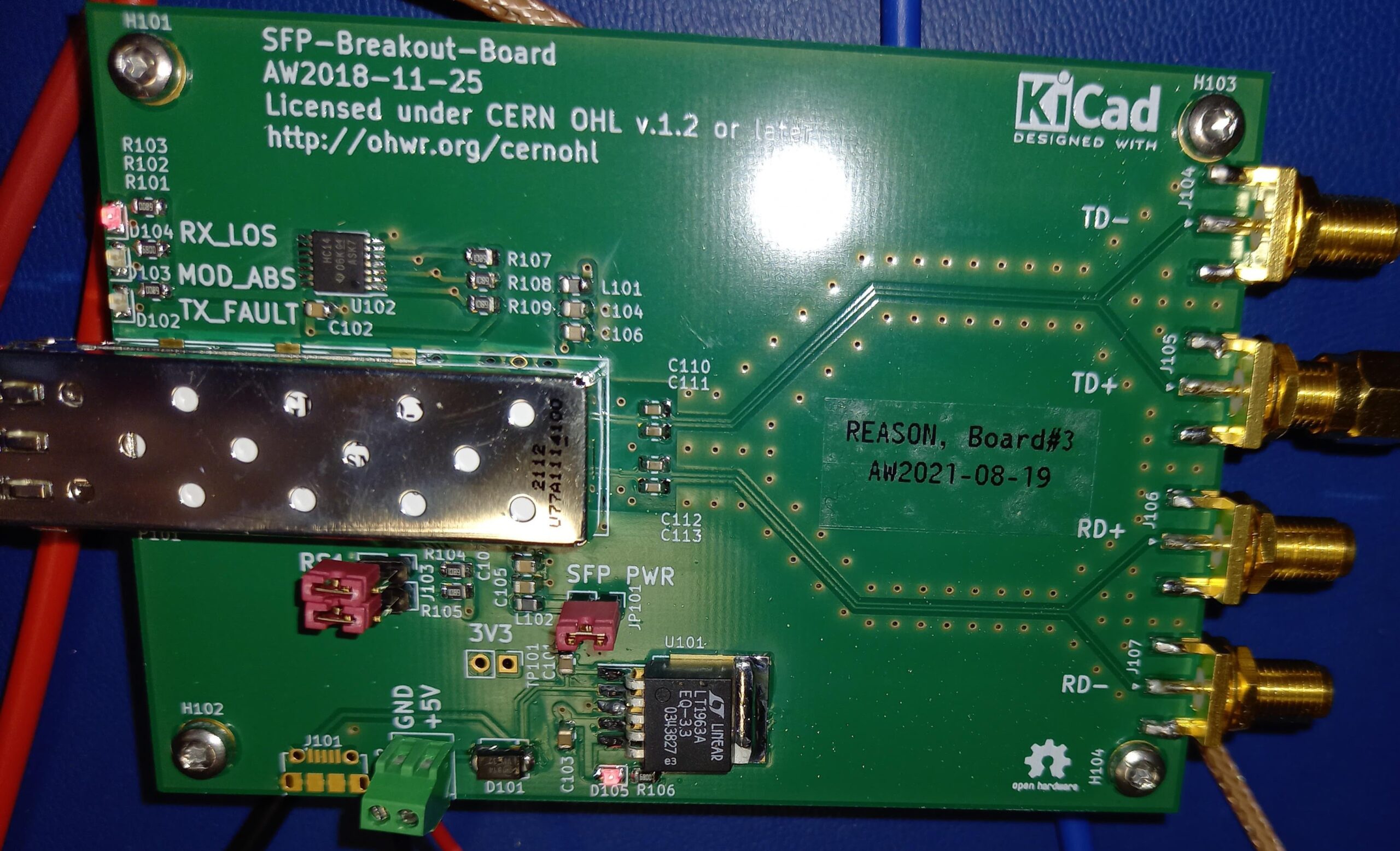
I made a new batch of the SFP Breakout Board.
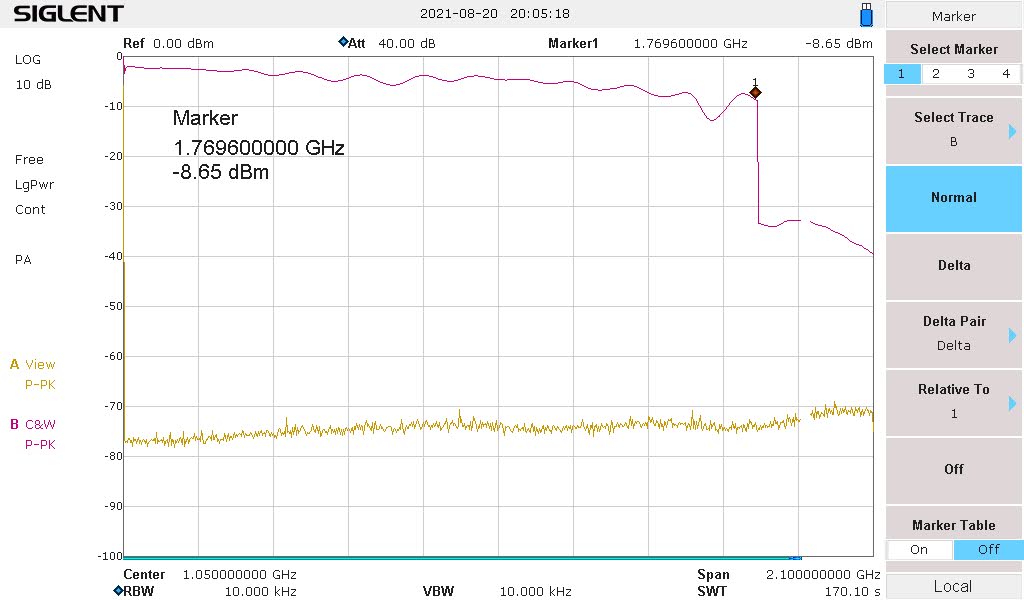
With a 1 Gbit/s SFP transciever the bandwidth when transmitting from the TX port of one board to the RX port of another board seems to be almost 1.8 GHz.
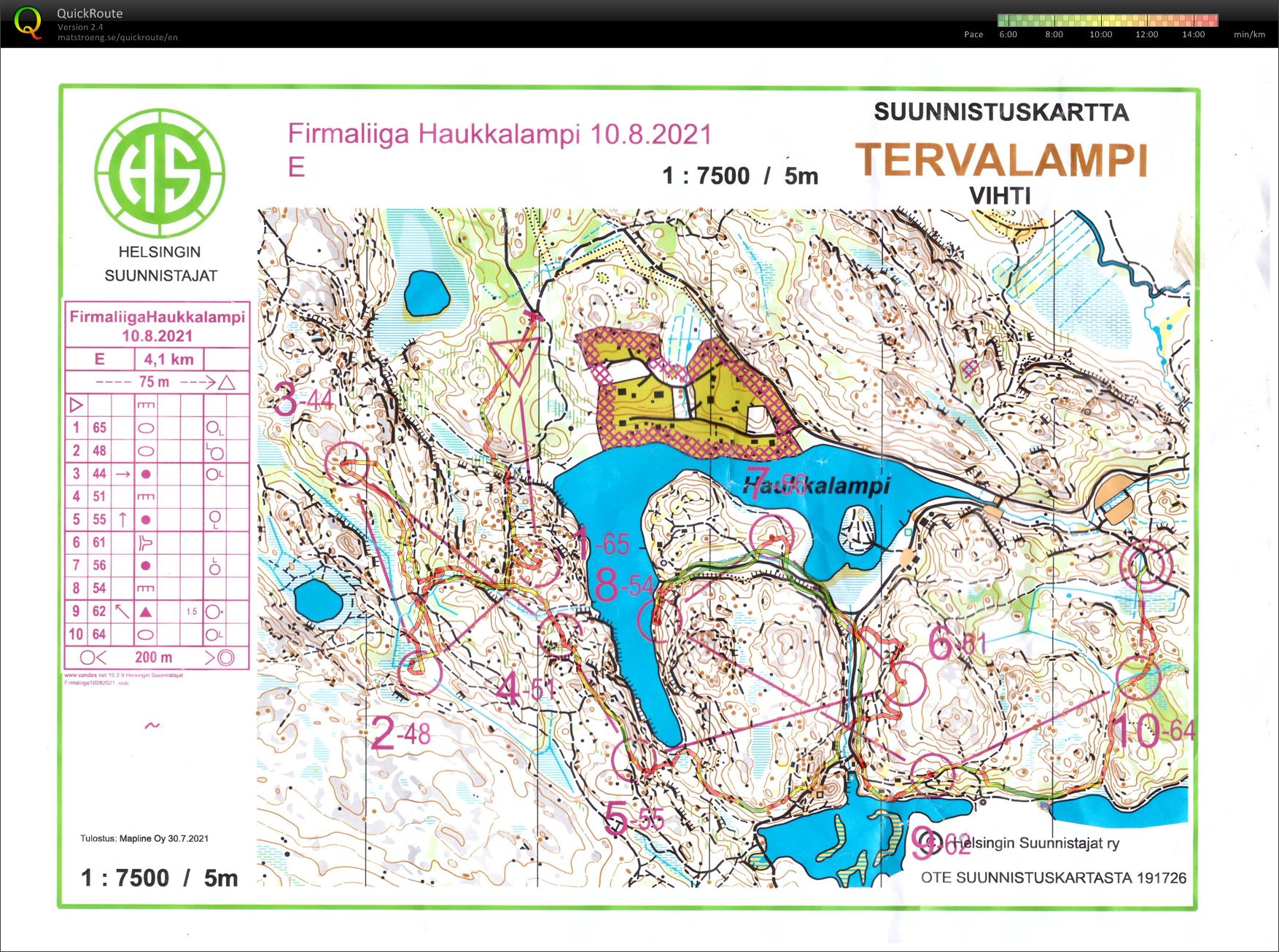
Rainy and wet but quite warm. First a loop looking for #6 too soon, and then along the wrong hill towards #7..
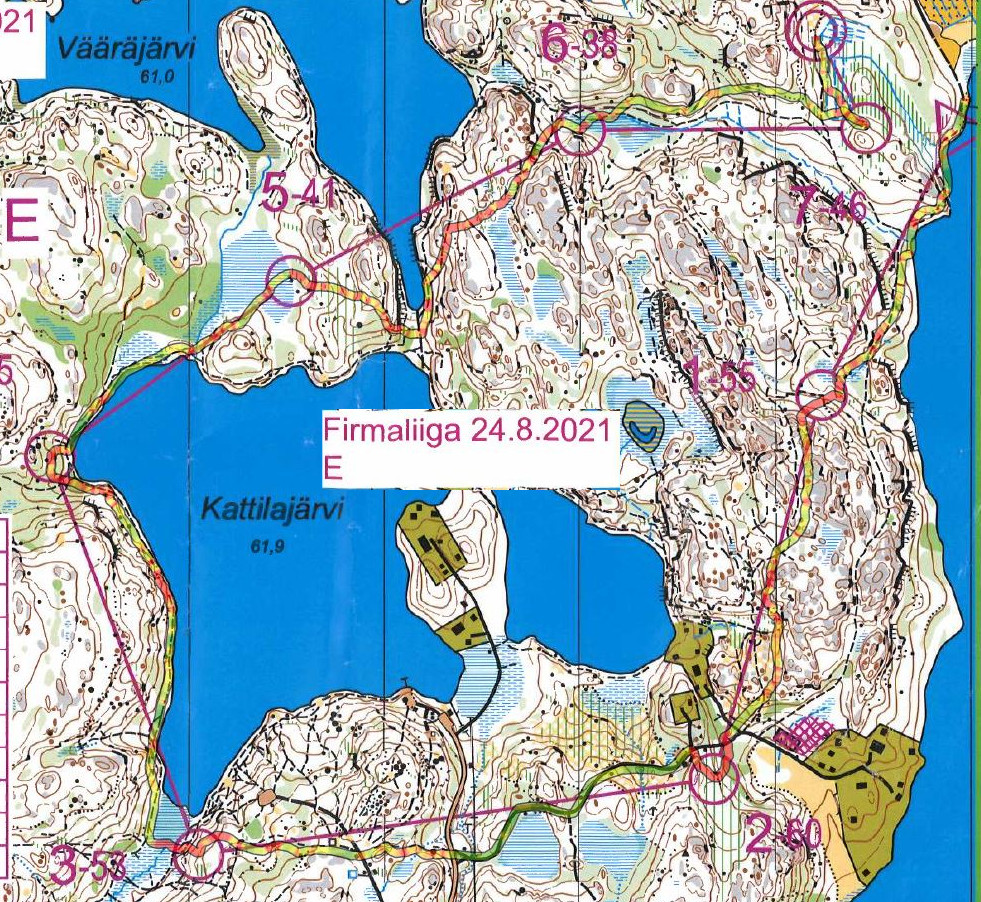
Start of the Firmaliiga fall season at Haukkalampi. Maybe +20 C and quite humid.
Lots of running along tracks/paths and then up/down a steep stony hill to fetch the control. Confused about the many paths inside the 1-2-3 triangle, then looked to early and too high for #6. Otherwise okish.
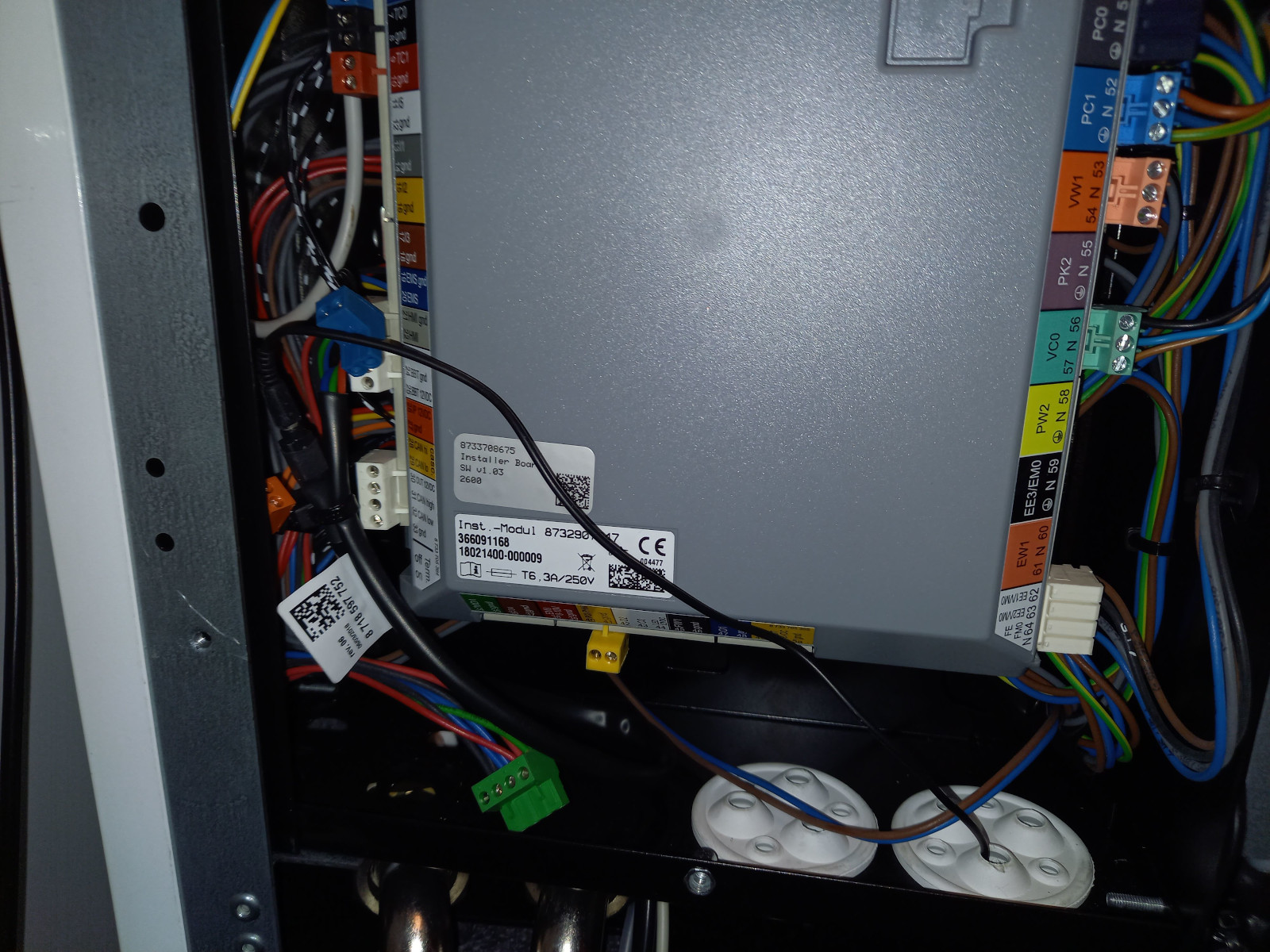
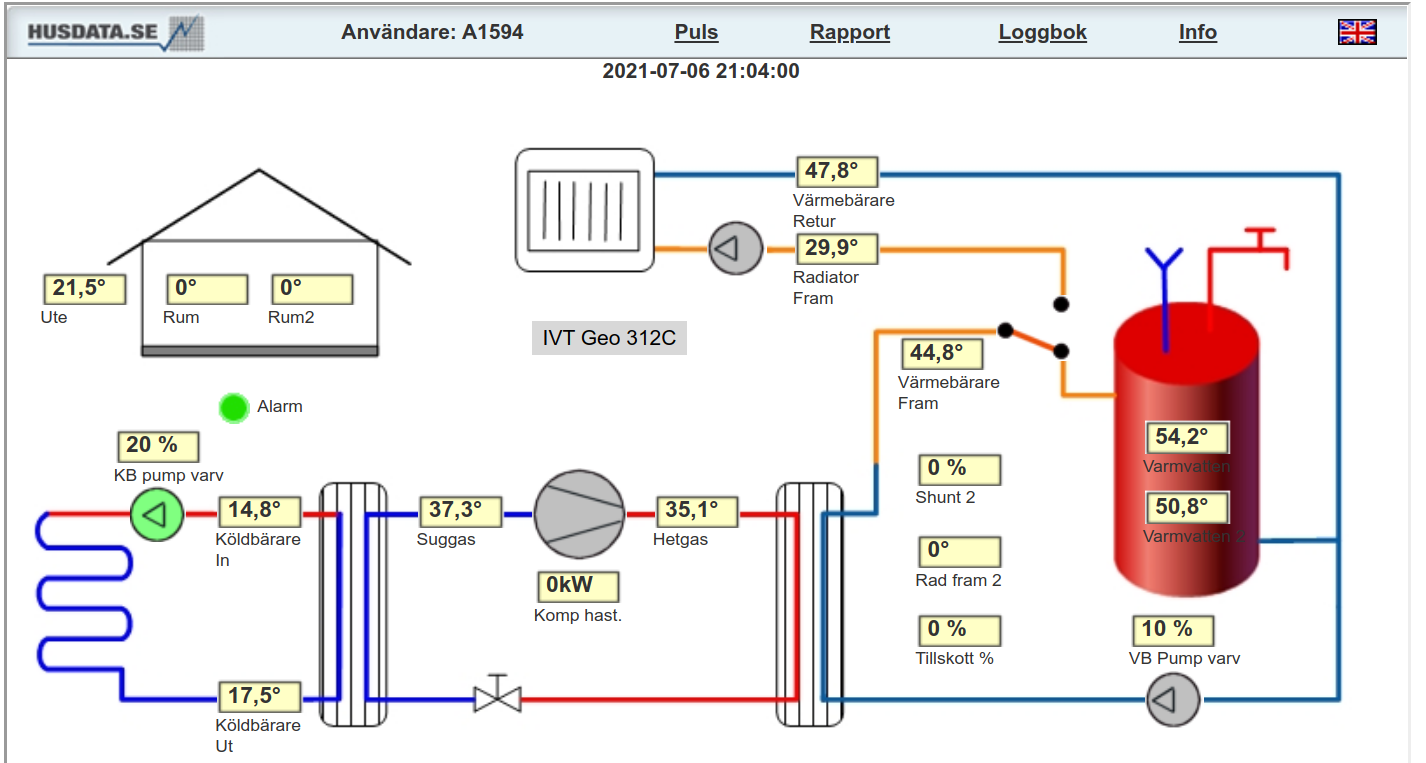
I got this husdata datalogger for my heat-pump.
It plugs in to a 3.5mm audio-connector inside the electronics box of the pump. On an IVT geo 312C pump it's fairly easy to install by removing the big front cover, then a smaller black cover, and then opening the electronics-box. I routed the wire into the pump via a tube-hole at the top, and then through the cable-hole of the electronics box (lower right). It plugs into a 3-wire 'BBT' interface.
The datalogger reads info from the pump and broadcasts it over wifi either to the husdata-website or over MQTT to any compatible device.

Not-so-great phone camera picture through a small telescope of the partial solar eclipse on 2021-06-10 from Espoo, Finland.
See also: