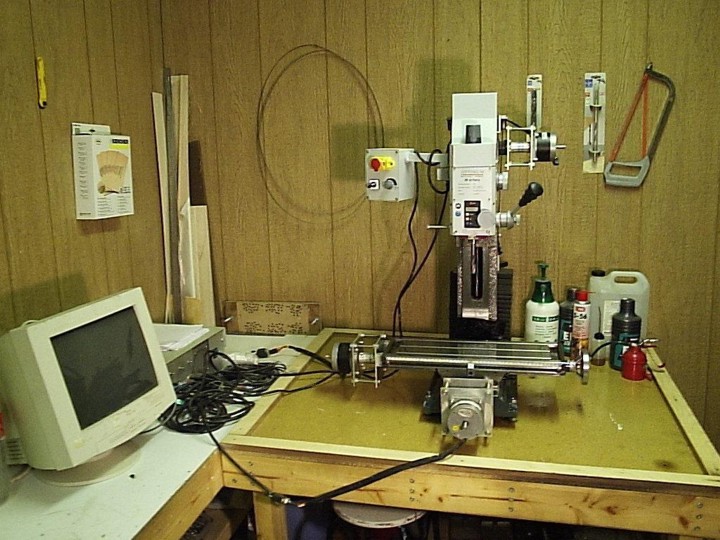
Jari Immanen is making a plug for a Marblehead. This is our homebuilt CNC machine. It's an Opti BF20 retrofitted with steppermotors. Geckodrives drive the steppers using the TurboCNC software.

Rraw material: MDF board cut to suitable pieces and glued together.

The milling is done in two phases. Here we see the rough phase where much material is removed (messy) with toolpaths that roughly follow the final form of the plug

After rough milling a fine milling toolpath is run. This follows the shape very accurately and removes only a small amount of material.

The finished plug pieces look like this after machining.

The pieces are assembled to make up the whole plug. Mounting holes are covered and after very light sanding the surface finish is smooth.

To make the final hard polished surface we want for the plug the wooden MDF is coated with glassfiber and a coat of colored polyester resin.

We have not found a machine to do the the hardest part of it all: sanding the polyester coating to the final finish !
Jari tells me he spent about six hours on this with first 100, 240 and 320 grit dry papers and then continuing with wet-sanding using 600, 800, 1000, 1500, and 2000-grit papers. After that the surface was rubbed with a polishing compound...
Jari might be able to produce a plug for you for a reasonable price.
Email "jari.immanen" at "kolumbus.fi" if you are interested.
Hi
I am interested in buying the BF20 mill and would like to know how happy you are with it.
Hi Brian,
It all depends on what you want to do - and I'm afraid you get what you pay for when it comes to machine tools...
As a small manual milling machine the BF20 works just fine. When disassembled, it's small enough to be transported in a normal car with two persons doing some moderate lifting.
We're moderately happy with our CNC conversion. We've produced a number of MDF plugs like the one in this story, done some work in aluminium, and also a bit of steel.
There are two problems with the stock machine for CNC use: The linear guides and the leadscrews. The linear guides are of the dovetail type which means that they need to be tightened a fair bit to get decent accuracy. However you can't tighten them indefinitely because then your axis motor won't be able to turn. We have 280 Ncm holding torque steppers right now and sometimes it feels too little.
The leadscrews are ordinary threaded screws with a pitch of 2 mm/rev for X and Y and 4 mm/rev for Z. They have some backlash in them and are not the most accurate around.
After about three years of maybe 1-2 weekend/month use we burned the AC/DC speed control card for the DC spindle motor. The Finnish importer of the machine sent us a free replacement.
So, if you want a small manual milling machine in this price class, I think go for it. If you want a good CNC machine, it needs ballbearing linear guides and ballscrews - this is going to be a big job if you want to retrofit them on this machine (but so is building a cnc machine entirely from scratch...)
Our next machine (still on the drawing board) will use servos as axis motors, have a larger work envelope, and use linear guides and ballscrews.
hope this was of some help,
Anders
My BF20 is less than 6 months old. Less than 2 hours machine time and the plastic gear Z46 has stripped. Milling mild steel with a 10mm cutter. Local agent does not want to replace gear. He wants me to pay for it. Otherwise it is a great machine. If this is a standard gear where can I get one from?
Cool Project. I am wondering what type of glue you used on the MDF?
Ivan Irons
Hi Great job
I haw a Bf20 that I am going to convert, to Cnc,
And is interested in watt max speed you can pull out
of you Cnc with you current setup.
mm/Min. for the X,Y and Z. ????
Regards
Klaus Bak
Hi Klaus,
If you read my blog you will see that we have quite heavily modified our BF-20 for better cnc performance.
With stepper motors and the original ACME screws I would not expect anything above maybe 500mm/min when machining.
With retrofitted ballscrews performance is much better and we can get rapids of 1200mm/min if I remember correctly. Machining is limited to maybe 600-700mm/min mostly because of the limited power of the spindle motor.
Now we will have 500 W servos at the the end of the ballscrews very soon. It will be exciting to test what rapids and machining speeds we get up to. A quick calculation shows that something like 5000mm/min for rapids should be possible! Again spindle rpm and power will limit the maximum usable feed when actually machining.