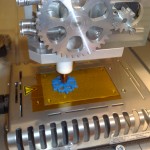

Some more 3d printing and testing today. The video shows a snowflake, thing:1321. G-code was created with repsnapper. We are using a Weller hot-plate meant for smd-soldering, covered with kapton tape, as the printing base.
Here's video from Risto's blog (shot with an N900, I like the quality):