After the test run on Saturday Jari made a complete bulb in steel on Sunday. The first half can be milled with the stock clamped to the vises, but for the second half we need this jig. It's in aluminium and was fairly simple to make - which also means making a bulb mould in aluminium should be easy. If someone is interested in a bulb mould, do drop me an email.
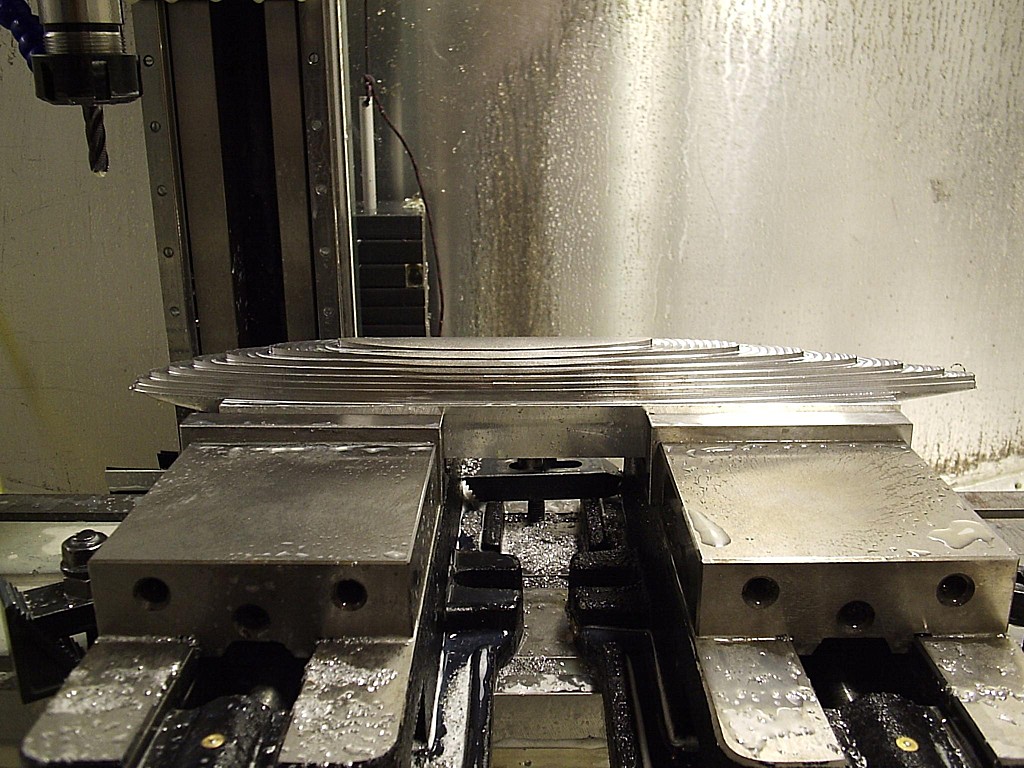
Milling the second half proceeds exactly like the first half. Here the rough-program is run leaving about 1 mm minimum of material for the finish pass. We now adjusted the program for a bit faster feedrate and much faster plunge-rates as it is clear the program is error free and all plunges are outside the stock.

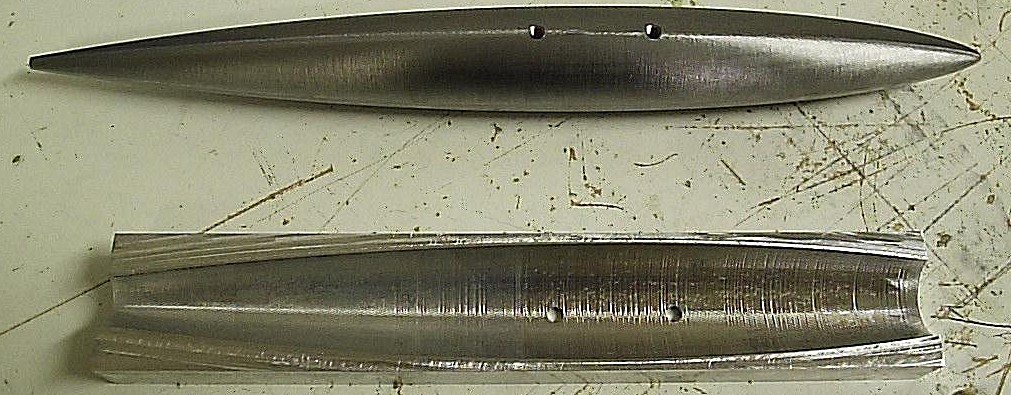
Surface finish is slightly better than on the trial bulb. The design weight was 2410 g and this one came out at 2416 g - pretty good. With a 100-150 g fin trimming the total weight close to 2500 g shouldn't be a problem.

Is it also posible to make the bulb using a lathe machine?
Ed
Hi Ed,
Indeed, if the cross section of the bulb is round, then the most effective way to make a bulb is probably with a cnc-lathe. Brass is maybe a bit heavier than steel, but more expensive.
Milling allows more shapes, like an elliptic cross section through-out, or a round shape at the front tapering to a flatter one at the back.
I don't have access to a cnc-lathe, but making a bulb with one could be an interesting experiment. Buying a lathe and installing a cnc-control on it is not out of the question within the next few years.
brass or bronze can also be used. how about tungsten?
ed
The IOM class rule limits bulb material density to that of lead, 11.3 kg/dm^3. So lead, brass, or steel are probably viable.